



我们为您呈现了一部精彩绝伦的【弯管】_H型钢拉弯经久耐用产品视频,让您感受产品的独特之处。
以下是:【弯管】_H型钢拉弯经久耐用的图文介绍

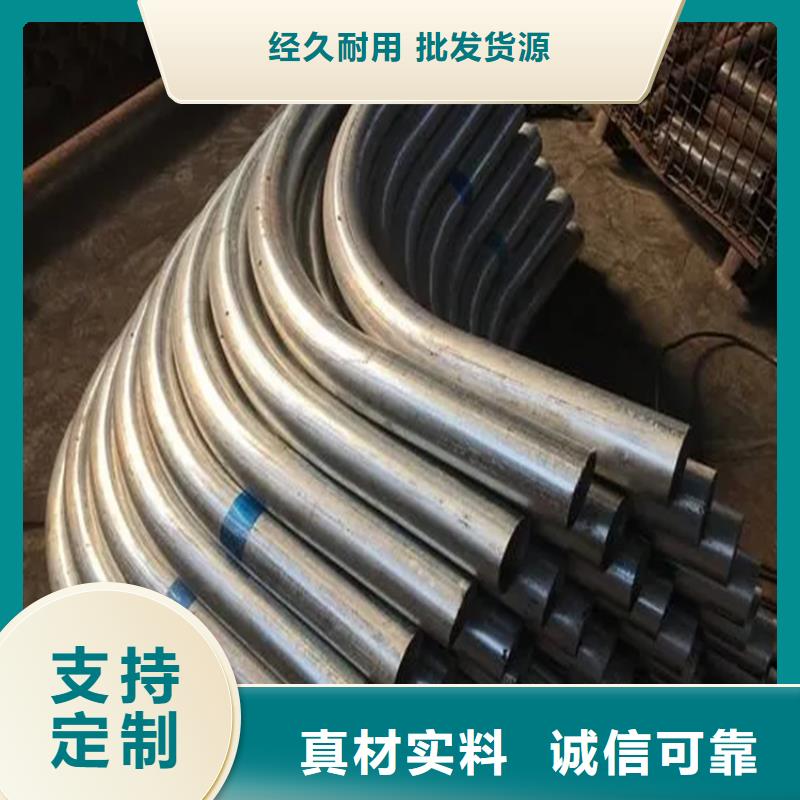
现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。


展望未来,航萧管件有限公司不是一味的追求什么规模,而是生产出优质 益阳安化弯管产品,为客户服务,让客户心中永远记得有这样一个重质量,守诚信的单位,永远存在于广大客户的心中。




主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


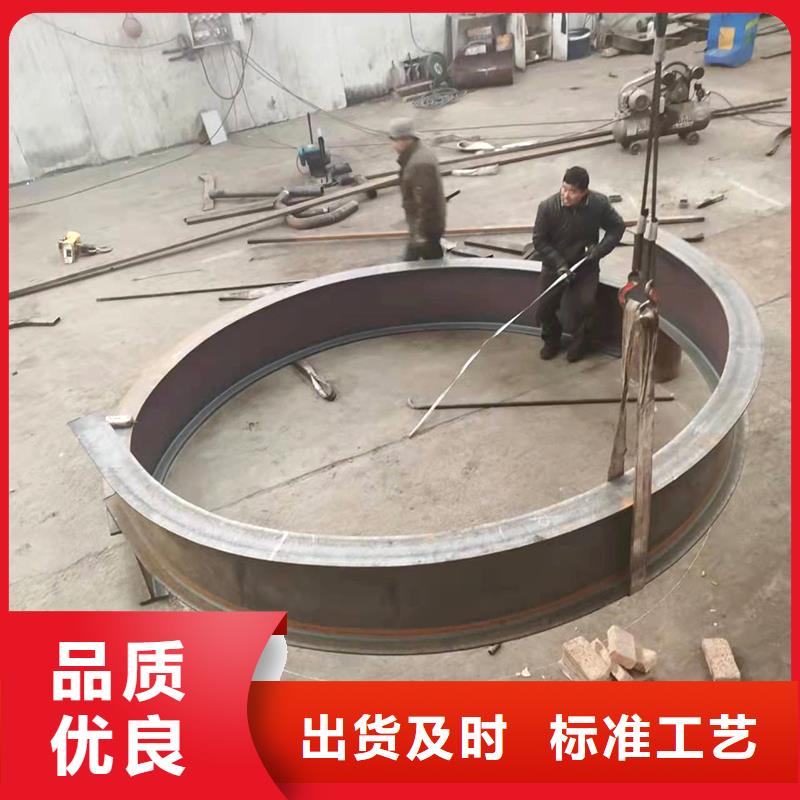
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。



